
博特CBN立方氮化硼刀片常见结构形式
立方氮化硼(CBN)是仅次于金刚石硬度的超硬材料之一,与金刚石相比有着优越的热化学稳定性。由于CBN在化学和热稳定性方面独特的性能,因此在黑色金属材料(如淬硬钢、铸铁等)和脆硬材料方面有着广泛的应用。
CBN刀片具有高耐磨性、高热稳定性、优良的化学稳定性、低摩擦系数等优点,可以实现以车代磨,在高速切削中能够达到较高的加工精度和效率。按照博特目前市面上的规格型号,CBN刀片一般可分为四种常见结构形式。
1、整体烧结立方氮化硼刀片。将CBN微粉和结合剂等混合在一起,在高温超高压条件下烧结而形成,整个刀片都是PCBN材质,有无孔、凹槽和通孔三种定位形式。
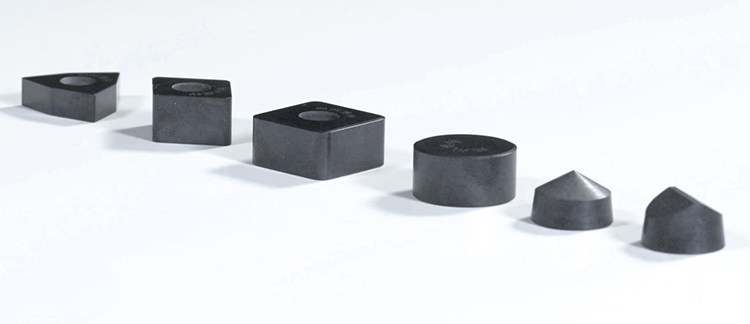
整体烧结PCBN刀片具有断裂韧性高、抗弯强度大高温红硬性好、刀尖数量多等特点,每个刀尖都可以切削,如SNGN1204,有8个刀尖可以使用。
2、整体焊接立方氮化硼刀片。将切割后的整体烧结PCBN小刀粒在高真空、高温环境下,钎焊在硬质合金基体上,合金基体上带中心孔定位。
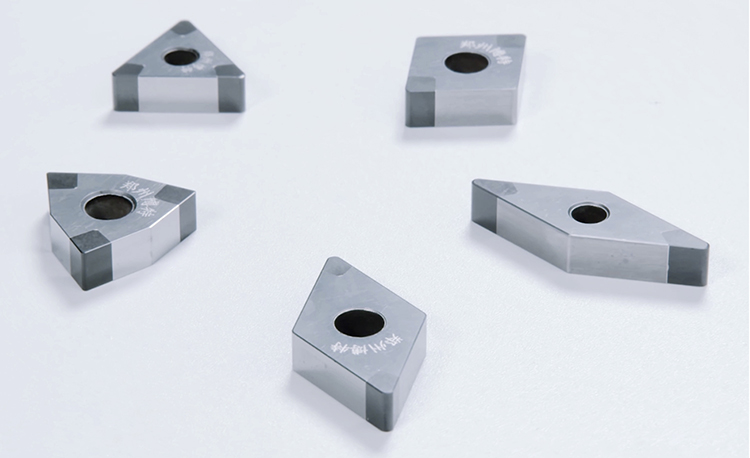
整体焊接PCBN刀片刀尖是PCBN材质,抗崩刃性好,刀尖焊接温度900多度,可承受切削阻力较整体烧结PCBN刀片低,同时可用刀尖数量少,如CNGA1204,有4个刀尖可用。
3、整体复合立方氮化硼刀片。以PCBN复合片为基材,通过切割外形及中心孔,然后磨削而成。整个刀片有一个面或者上下面是PCBN材质,带中心孔定位。
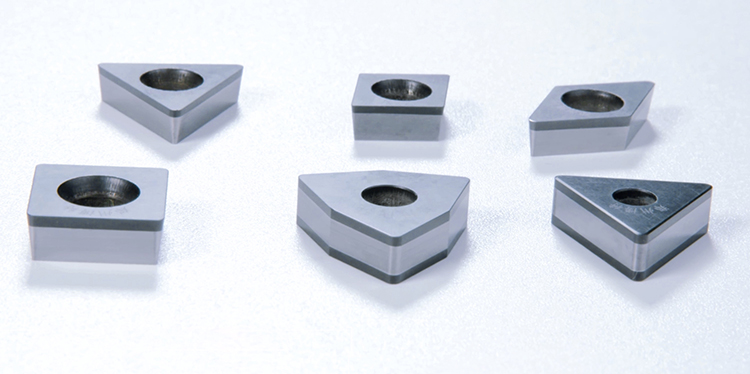
整体复合PCBN刀片是在高温超高压下直接复合而成,复合层与基体结合强度高,可满足粗加工、半精和精加工需求。
4、复合焊接立方氮化硼刀片。将切割后的小块PCBN复合块焊接在硬质合金基体上,带中心孔定位,只有一面刀尖可用,刀尖数量少。
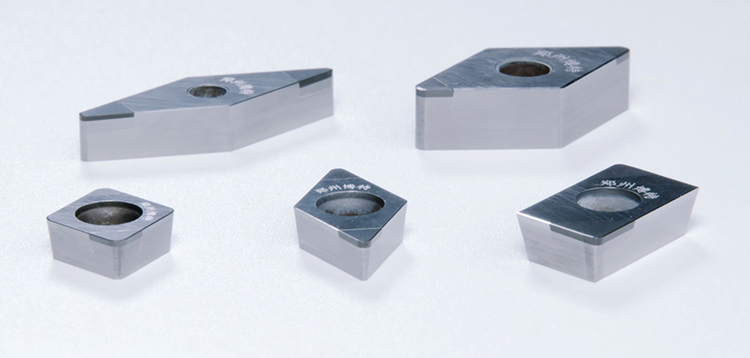
复合焊接PCBN刀片,刀尖数较整体焊接少一倍,个别刀片甚至只有一个刀尖,一般多用于精加工环境,适合切深<0.5mm、连续精加工需求。
版权所有©郑州博特硬质材料有限公司