
想要学习数控车削?来给你补补刀杆这一课
刀杆是车削系统中的重要组成部分,而刀杆也同时拥有不同的压紧方式。
一、压板压紧式
对于不带孔的刀片,尤其是带后角的刀片,常常采用压板压紧式。这种压紧方式具有诸多优点,首先,它的夹紧力大,能够牢固地固定刀片,确保在车削过程中刀片不会松动。其次,稳定性高,能有效抵抗切削力带来的冲击,保证加工精度。再者,装夹方便,操作人员可以快速地安装和更换刀片,提高工作效率。最后,制造容易,降低了生产成本。具体如下图所示。
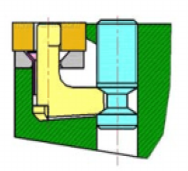
二、复合压紧式(M)
当面对带孔的刀片时,通常会采用销轴定位和压板复合式压紧。这种结构的夹紧力和稳定性比压板压紧式更高,因此在外圆内孔粗加工中得到了相当广泛的应用。它通过销轴定位确保刀片的位置准确,再加上压板的紧固作用,使得刀片在加工过程中更加稳定可靠。然而,以上两种夹紧方式也存在主要缺点,即由于前部结构的原因,导致到头尺寸较大,在一些空间有限的加工场合可能会受到限制。具体如下图所示。
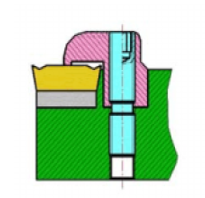
三、杠杆压紧式(P)
杠杆式夹紧机构有直杆式和曲杆式两种结构形式。通常较常用的是曲杆式杠杆式压紧机构。在这种结构中,刀片由曲杆通过螺钉夹紧。曲杆以其拐角凸出部分为支点摆动,当螺钉上下运动时,杠杆配合着螺钉上的沟槽实现夹紧和松开。弹簧套制成半圆柱形,刀垫靠弹簧套的张力定位在刀杆上。弹簧套和曲杆之间有较大的间隙,便于曲杆在其中间摆动。这种夹紧方式具有一定的灵活性,能够适应不同形状和尺寸的刀片,同时也具有较好的夹紧力和稳定性。具体如下图所示。
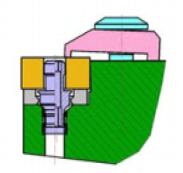
四、螺钉压紧式(S)
用沉头螺钉紧固刀片是一种常见的压紧方式。此结构紧凑,不会占用过多的空间,尤其适合对于容屑空间及刀具头部尺寸有要求的情况。制造工艺简单,降低了生产成本。而且夹紧可靠,定位精度由刀体定位面保证,能够满足高精度加工的要求。通常在精加工中均采用螺丝压紧式,以确保加工质量和精度。具体如下图所示。

版权所有©郑州博特硬质材料有限公司