
机械加工小tips:粗加工与精加工
在机械加工过程中,一个零件通常不会一次加工到最终尺寸,而是按照一定顺序逐步完成加工。常见的工艺流程是:粗加工 → 半精加工 → 精加工。
其中,粗加工与精加工是机械加工中最基础、最重要的两个阶段。但需要注意的是:粗加工与精加工并不是绝对固定的概念,它们会随着零件精度要求、材料性质以及加工工艺的不同而发生变化。
一、粗加工与精加工的基本定义
1.粗加工。粗加工是指在加工初期,通过较大的切削量快速去除毛坯材料,使零件接近设计形状和尺寸的加工阶段。
粗加工的核心目标有三个:快速去除材料、形成基本几何轮廓、为后续加工预留余量。
因此,粗加工更强调效率、去料能力和刀具强度。
例如:毛坯铸件车削外圆、锻件铣削平面、大余量车削加工,这些都属于典型的粗加工。
2.精加工。
精加工是指在粗加工之后,采用较小切削量进行加工,使零件达到图纸要求的尺寸精度、形位精度以及表面粗糙度。
精加工主要目标是:达到尺寸精度要求、控制形位误差、提高表面质量。
因此,精加工更强调精度、稳定性和表面质量。
例如,精车轴类零件、精铣配合面、精镗孔、磨削加工等。
二、粗加工与精加工的“相对性”
很多人容易认为粗加工就是粗糙加工、精加工就是最终加工,实际上并不是这样。
粗加工和精加工是相对概念,它们会随着零件精度要求、材料性质、工艺路线、设备能力等因素的变化而变化。
例如,针对某普通结构件加工,尺寸公差 ±0.1 mm,加工流程是毛坯 → 粗车 → 精车,这里粗车即粗加工,精车即精加工;而针对高精度轴承零件,公差可能达到±0.002 mm,加工流程可能变成毛坯 → 粗车 → 半精车 → 精车 → 磨削,此时粗车属于粗加工,磨削才是真正精加工。
因此,粗加工与精加工的划分取决于工件的加工工艺要求和最终精度要求。
三、粗加工与精加工的关键区别
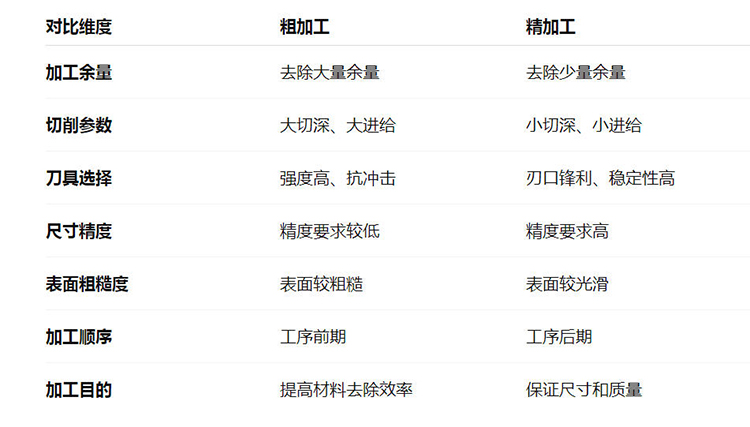
简单一句话总结:粗加工解决效率问题,精加工解决质量问题。只有合理安排粗 → 半精 → 精的加工过程,并正确选择刀具和切削参数,才能在保证加工效率的同时,稳定获得高质量的零件。
版权所有©郑州博特硬质材料有限公司