
耐磨铸件加工中立方氮化硼刀具的选择与使用
对于耐磨铸件加工来说,刀具的选择是一件非常重要的事情,因为大部分耐磨铸件都有着表面不规整、硬度不均匀、内部含有大量的硬质点和空隙等特点,因此在加工时会相对比较困难。
同时,在针对耐磨铸件进行加工时,会产生较大的切削力和切削热,带来比较大的振动和冲击力,会在一定程度上夹具刀具的磨损。如果采用普通硬质合金刀具来进行加工的话,会经常出现崩刃或烧刀的情况,导致加工成本的增加。
立方氮化硼(CBN)刀具是把立方氮化硼复合层直接焊接到成型刀具上,具有高强度和耐磨性、热稳定性好、导热性好、化学稳定性强等特点,非常适合用来加工强硬的铸铁以及强度大、硬度高及热敏性高的钢件或其他合金材料。
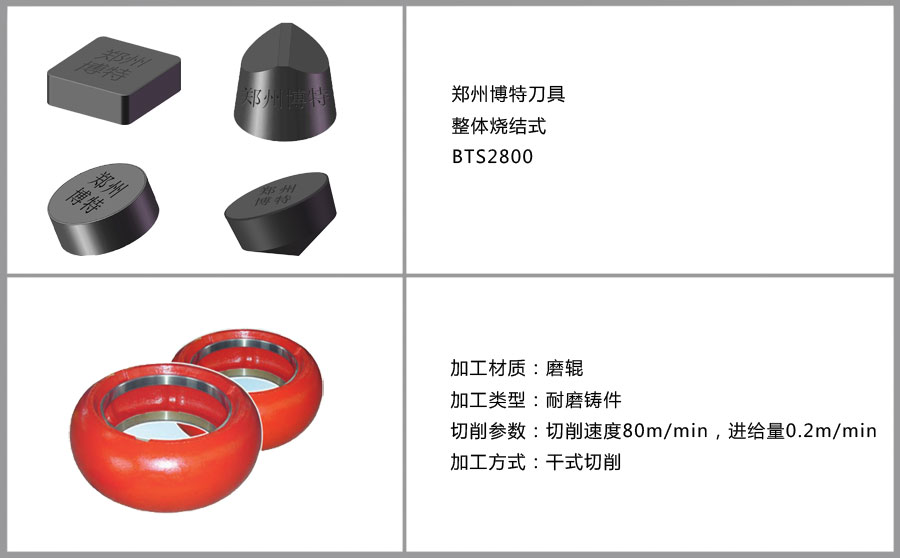
因此,在加工耐磨铸件时,选择性能更优秀、质量更好的立方氮化硼刀具是一个理想的方案。本文就以磨辊这种磨煤机中的重要耐磨件为例,采用郑州博特刀具研制的BTS2800型立方氮化硼整体烧结刀具,来讲讲耐磨铸件加工中立方氮化硼刀具的选择与使用。
(1)立方氮化硼刀具的几何参数选择。立方氮化硼这种材料的脆性比较大,故对刀具前角和后角的选择有一定的要求。为了提高切削刃强度,刀刃角一般≥90°。刀尖修圆半精和负倒棱过大,会使发生颤振的几率增加,因此不宜采用过大的刀尖半径和负倒棱。
(2)立方氮化硼刀具进给量的选择。立方氮化硼刀具主要用于精加工和半精加工,因此吃刀量一般较小。在加工磨辊等耐磨铸件时,一般选择的切削参数为:切削速度80m/min,进给量0.2m/min,背吃刀量0.2mm。
(3)立方氮化硼刀具加工注意事项。在使用立方氮化硼刀具加工磨辊等耐磨铸件之前,需将前后刀面进行研磨,以减小切削过程中的摩擦,同时也可提高切削刃的直线度,防止刀具的非正常磨损。同时也要检查切削刃的刃口质量,控制刃口的锯齿边,以免影响刀具的使用寿命和加工质量。
综上所述,在经过一段时间的验证后,可以证明,立方氮化硼刀具具有加工效率高、使用寿命长、加工成本低等优点,解决了耐磨铸件的加工难题,已经成为了加工镍铬冷硬铸铁、高铬铁之类黑色金属的专用刀具,在耐磨铸件加工中可以放心使用。
版权所有©郑州博特硬质材料有限公司