
高速切削圆柱齿轮刀具
2019-04-18 18:27:43
浏览量:
CBN刀具材料的发展和数控机床的使用,使圆柱齿轮制造出现新趋势:用CBN刀具采用无冷却的高速切削。若工艺参数设置得当,可大大缩短加工时间,延长刀具使用寿命。郑州博特硬质材料有限公司在这方面开展了卓有成效的研究。
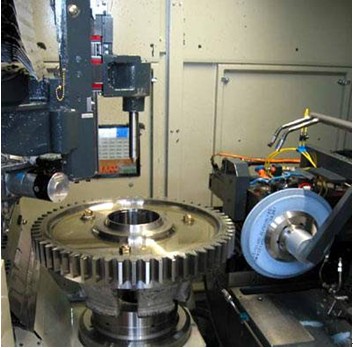
图1.齿轮加工
CBN刀具材料的发展和数控机床的使用,使圆柱齿轮制造出现新趋势:用CBN刀具采用无冷却的高速切削。若工艺参数设置得当,可大大缩短加工时间,延长刀具使用寿命。郑州博特硬质材料有限公司在这方面开展了卓有成效的研究。
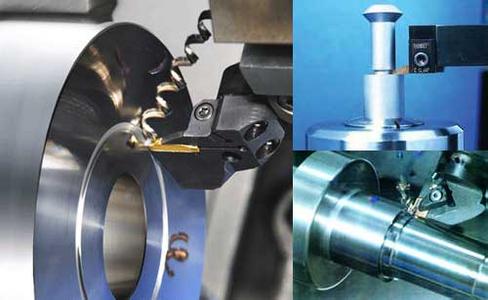
图2.高速干式切削
既然高速切削有这么诱人的优点为何齿轮加工商大多迟迟不敢行动呢?那是因为高速干式切削法对刀具有严格的要求:①刀具应具有优异的耐高温性能,可在无切削液条件下工作。②切屑和刀具之间的摩擦系数要尽可能小,并辅以排屑良好的刀具结构,减少热量堆积;③干式切削刀具还应具有比湿式切削刀具更高的强度和抗冲击韧性。新型硬质合金、聚晶陶瓷和CBN等切削材料都是干式切削刀具的首选材料。
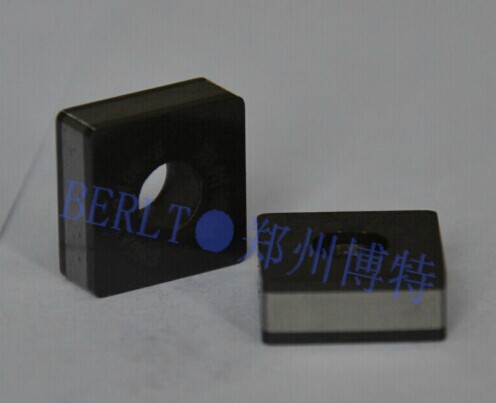
图3.PCBN整体双面复合式刀片
博特公司PCBN整体双面复合式刀片硬车削齿轮方案,采用BT7600牌号聚晶立方氮化硼与硬质合金整体烧结的CNGA系列刀片用高速干式切削法加工齿轮,由于CBN刀具较好的耐磨损性和耐崩损性,切削粗糙度可达Ra0.2--0.4.与传统的高速钢刀具湿式切削法相比,降低切削时间为50%,而且齿轮的表面粗糙度显著降低和几何精度也大大提高,加工精度可达AGMA12~13级,使齿轮单件加工时间和成本明显降低。
下一条
版权所有©郑州博特硬质材料有限公司