
高锰钢加工——推荐博特CBN刀具牌号BTS2800
所谓高锰钢,就是指锰含量约在10%~18%左右的钢,具有良好的耐磨性能以及抗冲击性能,因此常用于工程中承受较大冲击或压力的耐磨零部件,如采石、挖掘、采矿、铸造、煤炭、钢铁等行业,同时高锰钢的优异性能也给机械加工带来了困难.
.jpg")
.jpg")
高锰钢车削加工的难点
1、加工硬化。高锰钢材料在切削过程中,会产生严重的加工硬化现象,硬化层可达0.1-0.3mm。这不仅使切削力和切削热增大,也容易加剧刀具的磨损,甚至出现崩刀现象。
2、切削力大,切削温度高。加工高锰钢工件,都需要较大的切削力和切削功率,容易产生极高的热量,而高锰钢本身的导热系数低,不易散热,导致刀具切削刃热磨损,影响刀具寿命。
3、尺寸精度不易控制。高锰钢材料的线膨胀系数大,在切削热作用下,易产生热变形,影响车削的精度。
4、断屑困难。高锰钢材质经过处理后有极高的韧性,车削加工时不易卷曲和断屑,给切削处理带来困难。
高锰钢加工刀具需具备的优势
1、高硬度。首先需要高硬度切削刀具,才能车削高锰钢。
2、较高的耐磨性。高锰钢工件毛坯余量大,只有选择耐磨性好的刀具材质,才能长时间加工高锰钢,减少换刀时间。
3、高温红硬性。在加工高锰钢的过程中,温度会持续升高,此时就需要刀具的高温红硬性高,也就是在持续高温的状态下,刀具还保持较高的硬度和切削能力,不易出现剧烈磨损或崩刀现象。
4、大吃刀深度。因为高锰钢加工硬化严重,所以需要尽量大的吃刀深度,减少加工硬化问题。
CBN刀具车削高锰钢的优势
1、CBN刀具的硬度仅次于金刚石,即使在高温下也能保证较高的硬度、耐磨性和抗冲击韧性,大余量加工高锰钢优势明显。
如CBN刀具大余量切除高锰钢表面余量时,耐磨性和抗冲击韧性兼备,不易出现崩刀、剧烈磨损等现象,而且具备较长的刀具使用寿命。
加工高锰钢的CBN刀具采用整体烧结结构,上下面切削刃均可使用,多刃口设计,而且采用干式切削的加工方式,降低总生产成本,保证良好的工作环境。
2、CBN刀具能适用于工况恶劣的工件
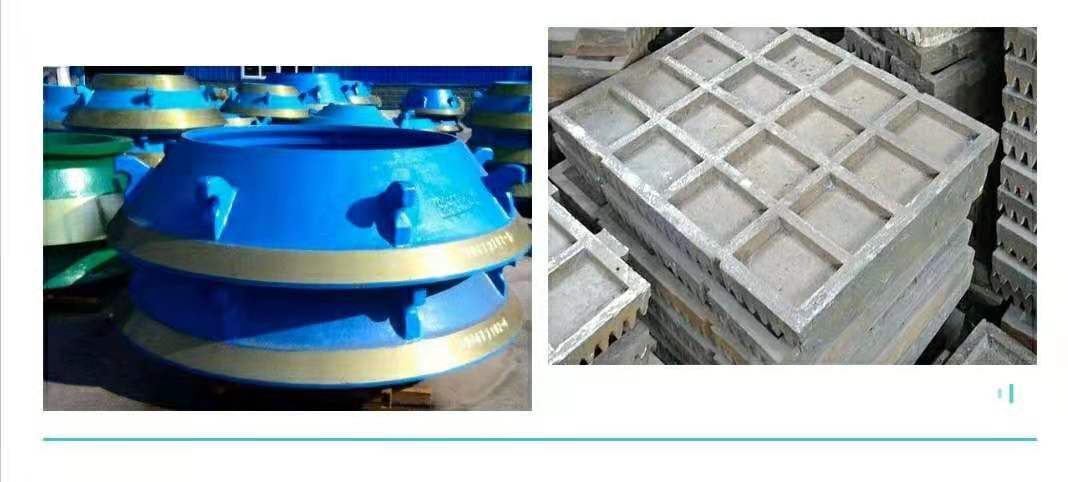
高锰钢材料常见的典型零部件包括高锰钢轧臼壁,高锰钢破碎锤,高锰钢磨辊,高锰钢衬板等。
高锰钢工件多为铸造件,在铸造过程中,难免会出现大余量或者铸造缺陷等问题,尤其是大型高锰钢工件经常会出现此问题。
所以,我司针对高锰钢本身的性能及对刀具材料性能要求,研发出高抗冲击韧性,耐磨性较好的BTS2800牌号,此种牌号的整体烧结CBN刀具可用于拉荒粗车高锰钢等工件,具备较高的刀具寿命。
CBN刀具车削加工高锰钢案例
高锰钢材料有较高的塑性和韧性,加工硬化严重、切削温度高、断屑困难、容易造成崩刃等,因此合理选择刀具的几何参数尤为重要。
在切削参数的选择上,也要根据实际的加工工况来确定,设定的车削速度不宜太高,同时也应选择较大的切削深度和进给量,避开毛坯表层和前一次走刀造成的硬化层。
下图为博特CBN刀具车削加工某高锰钢工件的切削参数:

从以上内容来看,相较硬质合金刀具,使用CBN刀具车削加工高锰钢工件,大幅度提高了加工效率和刀具寿命,降低了生产成本。



郑州“博特硬质”的经营理念
1、为制造商提供“刀具材料”
2、为经销商提供“刀具产品”
3、为用户提供“刀具服务”
-----------------------------------------------------
扫描二维码 关注更多精彩

版权所有©郑州博特硬质材料有限公司