
刀具小知识:浅谈切削三要素
浅谈切削三要素
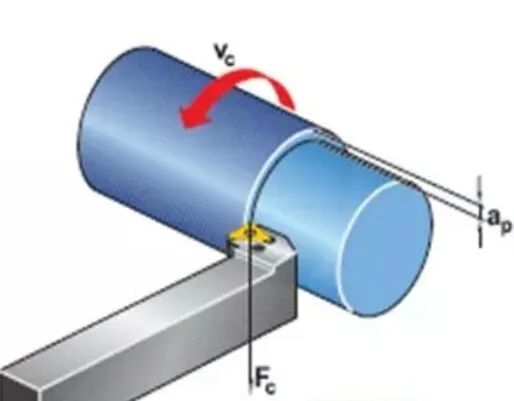
众所周知,在车削加工当中,切削的三要素主要是切削速度,进给量和切削深度。关于进给量和切削深度相信大家都能正确的把握,本文我们来谈谈切削速度主要指什么。
切削深度(ap),指在车削加工当中,刀具在工件径向方向上的单边切除量。比如说我们车削一个零件,如果要从100mm车削到96mm,那么切削深度就是2mm。
进给量(f),因为车削加工是一个对回转零件进行单刀刃切削的过程,所以,进给量是指零件每回转一圈,刀具在工件轴线方向上的位移量。
那么第三个切削要素呢,很多人就有不同的理解了,大家都喜欢把这个切削要素讲成“切削转速”。但实际上,要跟大家明确一下,一定要注意第三个切削要素,我们指的是线速度(Vc),而不是转速(n)。
切削要素中为什么不用“切削转速”呢?因为在转速的表达上,很难让我们能够非常直观的了解到,我们车削加工时用的速度,是不是合理。
例如对一个工件进行车削加工,转速是500转,如果说我们把这个500转放在一个直径非常小的零件上面,那么刀具和工件的相对速度是很低的,那么就可能因为切削速度过低,引起刀具出现切削问题。反过来,如果说零件的直径是比较大的,那么这个500转,在实际加工中刀具的切削线速度偏高,那么同样会出现刀具的使用问题。所以,我们在这里一定要强调车削三要素中指的是线速度,而不是转速。
延伸阅读
为降低生产成本,企业往往会采取提高切削参数的方式来提高加工效率,但这一方式会受到现有加工条件的影响,包括刀具材质、机床刚性、工件材质等因素,所以最经济有效的办法就是选好刀具材质。
立方氮化硼刀具和硬质合金刀具都是目前刀具市场的主流刀具。立方氮化硼刀具具有很高的硬度和耐磨性,自身刀体硬度在HRC95-100之间,硬度高,故可轻松加工HRC50以上的工件。但是硬质合金刀具由于自身性能限制,最高线速度可达到350m/min,而立方氮化硼刀具可达到1500m/min,同时立方氮化硼刀具的耐用度是普通硬质合金刀具的30-50倍,是涂层硬质合金刀具寿命的5-15倍。
因此,对于批量生产和对加工效率要求较高的情况下,建议企业选择立方氮化硼刀具。
版权所有©郑州博特硬质材料有限公司